
1. Структура лежајева кугличног млина:
Спољни прстен специјалног лежаја за млин је у складу са структурним димензијама претходне чауре лежаја (спољни прстен усваја укупну структуру). Лежај кугличног млина има две структуре, наиме, унутрашњи прстен нема ребро (лежај на крају за довод), а унутрашњи прстен има једно ребро плус равни држач (крај за испуштање). Фиксни крајњи лежај је испусни крај, а клизни крај лежишта је на доводном крају, што решава проблем топлотног ширења изазваног производњом млина. Спољни прстен лежаја има три централне рупе (рупе за позиционирање), а свака рупа има отвор за пуњење уља 3-Г2/1. Лежај кугличног млина је прошао кроз два циклуса каљења на високим температурама и неће се деформисати у опсегу од – 40℃ до 200℃.
2. У поређењу са брушењем лежишта, брушење лежајева има шест главних предности:
(1) Лежај кугличног млина се променио из прошлог трења клизања у садашње трење котрљања. Отпор при раду је мали, а отпор покретања је значајно смањен, што може значајно уштедети електричну енергију.
(2)Услед малог отпора трчању и смањене топлоте трења, као и употребе специјалног челика и јединствених процеса термичке обраде у обради лежајева, оригинални расхладни уређај је елиминисан, чиме се штеди велика количина воде за хлађење.
(3) Замена оригиналног танког уља за подмазивање на малу количину мазива и уља може уштедети велику количину танког уља. За велике млинове, уређај за подмазивање шупље осовине је уклоњен да би се избегао проблем сагоревања плочица.
(4) Побољшана оперативна ефикасност, уштеђени трошкови одржавања, смањено време одржавања и учинило одржавање практичнијим. Два сета лежајева могу се користити 5-10 година.
(5) Низак отпор покретања значајно продужава радни век опреме као што су мотори и редуктори.
(6) Лежајеви кугличног млина имају функције као што су позиционирање, центрирање, аксијално ширење, итд., У потпуности испуњавајући услове производње и рада млина.
Употреба наменских лежајева за куглични млин у кугличним млиновима не само да штеди електричну енергију и лака је за одржавање, већ доноси и значајне економске користи корисницима, што је широко препознато од стране корисника.
Постоје две методе подмазивања кугличних лежајева:
(1) Лежај користи маст за подмазивање као медиј за подмазивање, који има предност ниске течности, мањег цурења и недостатка уља, а формирани уљни филм има добру чврстоћу, што је погодније за заптивање котрљајућих лежајева. У исто време, коришћење подмазивања машћу за котрљајуће лежајеве такође може да продужи време одржавања подмазивања, чинећи одржавање лежајева једноставнијим и практичнијим.
Када користите маст за подмазивање, попуните унутрашњу шупљину лежаја пре рада. Након почетног рада, посматрајте и пуните га сваких 3-5 дана. Након што се комора лежишта лежаја напуни, проверавајте је сваких 15 дана (користите 3 # литијумску маст лети, 2 # литијумску маст зими и користите Ксхп-222 на високим температурама).
(2) Коришћење уљног подмазивања за подмазивање може постићи добре ефекте хлађења и хлађења, посебно погодно за радна окружења са високим радним температурама. Вискозност уља за подмазивање које се користи у котрљајућим лежајевима је око 0,12 до 5пк/с. Ако су оптерећење и радна температура котрљајућег лежаја високи, треба изабрати уље за подмазивање високог вискозитета, док су котрљајући лежајеви са великом брзином погодни за уље за подмазивање ниске вискозности.
Од 2006. године постоје Ф 1.5, Ф један бод осам три Ф два тачка два Ф два тачка четири Ф 2.6, Ф 3.0, Ф 3.2, Ф 3.5, Ф 3.6, Ф 3.8. Опремљен за употребу на брушењу лежајева. Ефекат употребе је до сада добар. Уштедите клијентима знатан износ трошкова одржавања и одржавања годишње.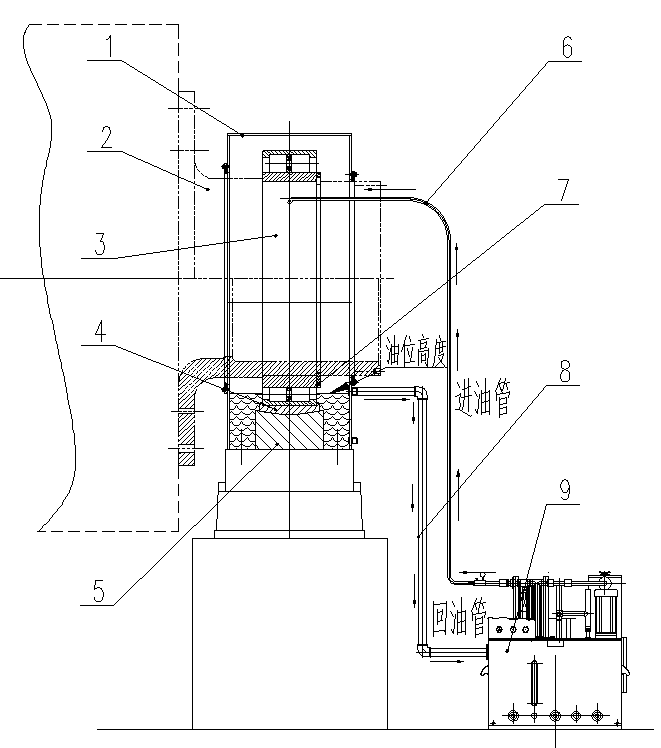
Начин подмазивања специјалних лежајева кугличног млина приказан је на слици (на слици: 1. Горњи омотач лежаја, 2. Шупље вратило млина, 3. Лежај, 4. Спољни прстен лежаја, 5 Седиште лежаја). Уље за подмазивање испумпано из станице за уље за подмазивање 9 се доводи у лежај кроз цевовод за довод уља 6 кроз отвор за уље на спољном прстену лежаја 3, који не само да подмазује куглице лежаја већ и одузима топлоту и прашину која се ствара током котрљања куглица лежаја, Уље за подмазивање се враћа у станицу за подмазивање 9 кроз повратни цевовод 8, чиме се остварује циркулација уља за подмазивање. Да би се осигурало да квар станице за уље за подмазивање не утиче на нормално подмазивање лежаја у кратком року, отвор за повратак уља се отвара више од доње кугле лежаја, осигуравајући да ниво уља када се станица за уље за подмазивање заустави рад није нижи од половине доње кугле лежаја, тако да лопта која се окреће ка доњем делу може постићи ефикасно подмазивање.
Време поста: 16.06.2023